

产品详细介绍




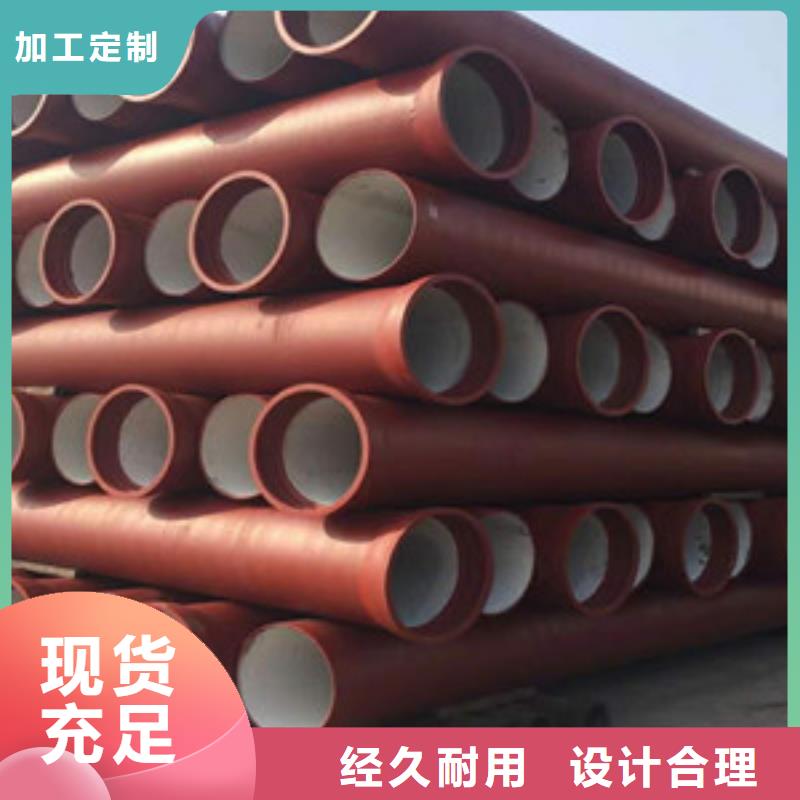
球墨铸铁管热裂纹产生的原因体现在工艺和铸件结构方面其中有:铸件壁厚不均匀,内角太小;搭接部位分叉太多,铸件外框、肋板等阻碍铸件正常收缩;浇冒口系统阻碍铸件正常收缩,如浇冒口靠近箱带或浇冒口之间型砂强度很高,限制了铸件的自由收缩;冒口太小或太大;合金线收缩率太大;合金中低熔点相形成元素超标,铸钢铸铁中硫、磷含量高;铸件开箱落砂过早,冷却过快。 球墨铸铁管在铸造合金家族中,各类铸造合金的发展取决于其优势的发扬和劣势的抑制。铸铁 与铸钢、有色合金相比,铸造性能较。因此,铁液的利用率高,产品的适用面广。 在材质竞争中,提高铸铁的强度、增加强韧性、内在缺陷,对于减轻铸件重量球墨铸铁管延长服役期,节约材料是非常重要的。为了保证铸铁性能的可靠性和稳定性,首先必需有良好的铁液质量。因此,一定要做好炉前处理! 
目前焦化企业采用烟气再循环装置+中低温SCR工艺(或活性炭协同治理工艺),可将氮氧化物控制在150mg/ m³以下。要将焦炉烟气氮氧化物控制在130mg/ m³以下,达到本标准的要求,企业需进行技术改造,通过焦炉烟气温度、增加催化剂层数等实现达标排放。据测算,《钢铁工业大气污染物超低排放标准》实施后,全省钢铁行业颗粒物、二氧化硫、氮氧化物削减比例分别为15.9%、64.8%、64.9%。《炼焦化学工业大气污染物超低排放标准》实施后,全省焦化行业颗粒物、二氧化硫、氮氧化物削减比例分别为23.0%、56.7%、59.1%。球墨铸铁管在生产中就进行了内外防腐处理,给用户安装带来了方便,但也增加了用户检查内在质量的难度。氮氧化物:焦炉烟气氮氧化物初始浓度一般为700-800 mg/m³(4.3米焦炉)、800-1400 mg/ m³(5.5米焦炉)。

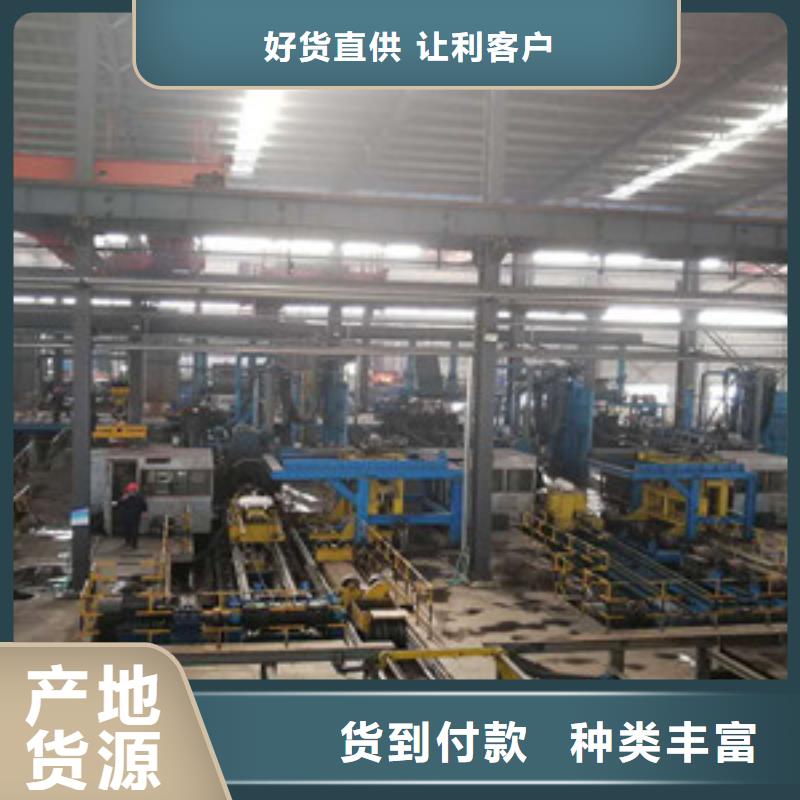
球墨铸铁铸管 抓住机遇,推动行业高质量发展。中央经济工作会议和全国两会报告均指出,要推动制造业高质量发展。钢铁行业要抓住我国经济持续稳定发展的机遇,坚持新发展理念,进一步推进供给侧结构性改革,加强管理,提益,创新发展,绿色发展,真正实现结构调整,转型升级。的缺陷如砂眼、气孔、冷隔等,消失模铸件中也会出现,可用保证浇注温度等一般措施加以克服。泡沫模样材料采用普通的EPS发泡成型。为保证泡沫模样尺寸精度与刚性,减少多次拼接造成误差和变形的原则,大口径球墨铸铁管件的泡沫模样一般由四个部位组成(承口部位、插口部位、管体部位、法兰部位),用冷胶粘结成形。考虑到球墨铸铁管件尺寸较大,在上涂料和造型时模样将会承受到较大的作用力,泡沫模样密度取0.022g/cm3 至0.024g/cm3。浇注系统选用0.020g/cm3泡沫塑料(EPS)板材制作。

球墨铸铁管铸件生产技术涉及铸铁性能、充型过程。精密造型、机加工、模样、工艺设计和市场等方面。许多研究和实践表明,开发薄壁铸铁件的首要任务是开发高碳当量。高强度灰铸铁及其强化工艺。铸造出高强度、薄壁及复杂内腔铸件,必须从材质、工艺和装备等整体上采取综合措施加以解决。国外在柴油机、发动机缸体缸盖的铸造和薄壁高强度灰铸铁的孕育处理方面达到较高水平。的高强度薄壁我国高强度灰铸铁研究的重点是:提高铁液温度,改善铸铁冶金质量,采用合成铸铁熔炼工艺。球墨铸铁管将会大量出现在一般机电产品中。与铝合金铸件相比,低成本和良好的铸造性能是灰铸铁件的一个主要优势。目前,制约灰铸铁件增长和发展的主要因素之一是轻量化,铸铁轻量化必将为铸铁工业注入新的活力。因此,高强度薄壁灰铸铁件的生产技术开发成为问题的关键。